Material Testing & Certification
In highly regulated industries, material integrity is essential. Adelphi provides a comprehensive material testing and certification service to ensure every component we supply meets the exact specification required for your application. Our testing processes verify stainless steel grade, surface quality and compliance with international safety standards giving you complete confidence in the materials you are working with.
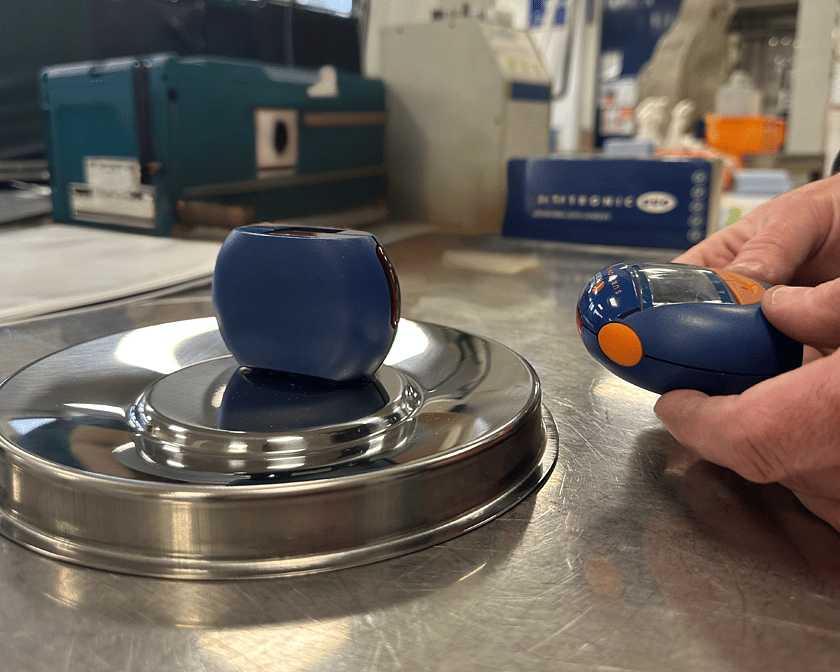
Accurate, Non-Destructive Material Testing
We use specialist, non‑destructive material testing equipment to confirm that all stainless-steel products match the correct grade and elemental composition. This ensures full traceability, protects your quality control processes and helps you maintain compliance with global regulations.
Our material testing service is cost‑effective and supported by professional certification when required, offering reassurance that you are receiving precisely the materials stated.
Stainless Steel Grades We Supply
Adelphi supplies equipment in 304 and 316L stainless steel, the two most widely used grades for hygienic and industrial applications.
- 304 Stainless Steel
A versatile and durable grade containing a minimum of 18% chromium and 8% nickel. Suitable for a wide range of general uses. - 316L Stainless Steel
Recommended for pharmaceutical, cosmetic, food and dairy industries. With added molybdenum, 316L offers superior corrosion resistance and protection against pitting, making it ideal for sanitary and high‑purity environments.
All 316L components supplied by Pharma Hygiene Products are tested in‑house using advanced X‑ray analysis to confirm exact composition. Certification is available upon request.
TSE Certification
For industries where contamination risks must be strictly controlled, Adelphi offers TSE certification upon request (TSE - Transmissible Spongiform Encephalopathies). This document confirms that no animal fats were used in the polishing process, essential for preventing any risk of BSE or CJD contamination.
TSE certification provides an extra layer of assurance for companies operating under stringent regulatory frameworks, particularly in pharmaceutical and high‑purity environments.
Our testing and certification services ensure full transparency, helping you uphold the safety, traceability and performance standards required in regulated industries.
Why Material Testing Matters
Reliable, verified materials protect your business from:
-
-
Cross Contamination Risks
-
Equipment Integrity Issues
-
Quality Control Challenges
Material Testing & Certification
To request XRF certificates, material verification or compliance documentation, simply complete our contact form below under Contact Us.