Avondale Foods (Craigavon) Ltd. was founded in 1965 by Harry and Derek Geddis. The brothers started in business growing vegetables at their family farm for distribution to local markets and retail outlets.
As Avondale Foods expanded, produce was outsourced to local growers while the company focused on product development. In the late 1970s, Avondale Foods became the first company in Northern Ireland to manufacture coleslaw and quickly became one of the leading suppliers of coleslaw in the United Kingdom and Ireland.
To this day, Avondale Foods remains a family company, with the founding members still involved in the day-to-day running of the business. The second generation of the family also hold key roles within the senior management team.
Adelphi - also a family-owned and managed business - has been proud to work alongside Avondale, creating machinery to support their impressive trajectory of growth.
Hygiene Is Paramount in Oat Drink Filling Machinery
Preventing mould and microorganism growth in oat drink and oat latte filling machinery is of utmost importance for several critical reasons:
1. Food Safety
Mould and harmful microorganisms such as bacteria and fungi can contaminate these drinks, leading to foodborne illnesses if consumed. Ensuring machinery remains free from contamination is essential for safeguarding public health.
2. Compliance with Food Safety Regulations
Food safety regulations and industry standards mandate the prevention of contamination in dairy and dairy-alternative products. Oat drink producers must adhere to these regulations to operate legally and maintain trust with consumers and regulatory authorities.
3. Prolonged Shelf Life
Mould and microorganism growth can accelerate spoilage, significantly reducing product shelf life. Preventing contamination within filling machinery extends freshness, reduces waste, and ensures consistently high-quality products.
4. Maintaining Product Quality
Microorganisms can alter taste, texture, and nutritional composition. Effective hygiene controls ensure oat drinks retain their intended flavour profile and nutritional value.
5. Avoiding Cross-Contamination
In facilities processing multiple products, preventing microbial growth is essential to avoid cross-contamination, unwanted flavours, or foreign substances in the final product.
With all of these considerations in mind, Adelphi Masterfil developed a series of hygiene-focused machine modifications, tailored specifically for a custom filling and capping line for Avondale Foods. The machinery plays a critical role in ensuring every drop of product reaching consumers meets the highest standards of purity and safety.
Industry-Leading Automation and Hygienic Design
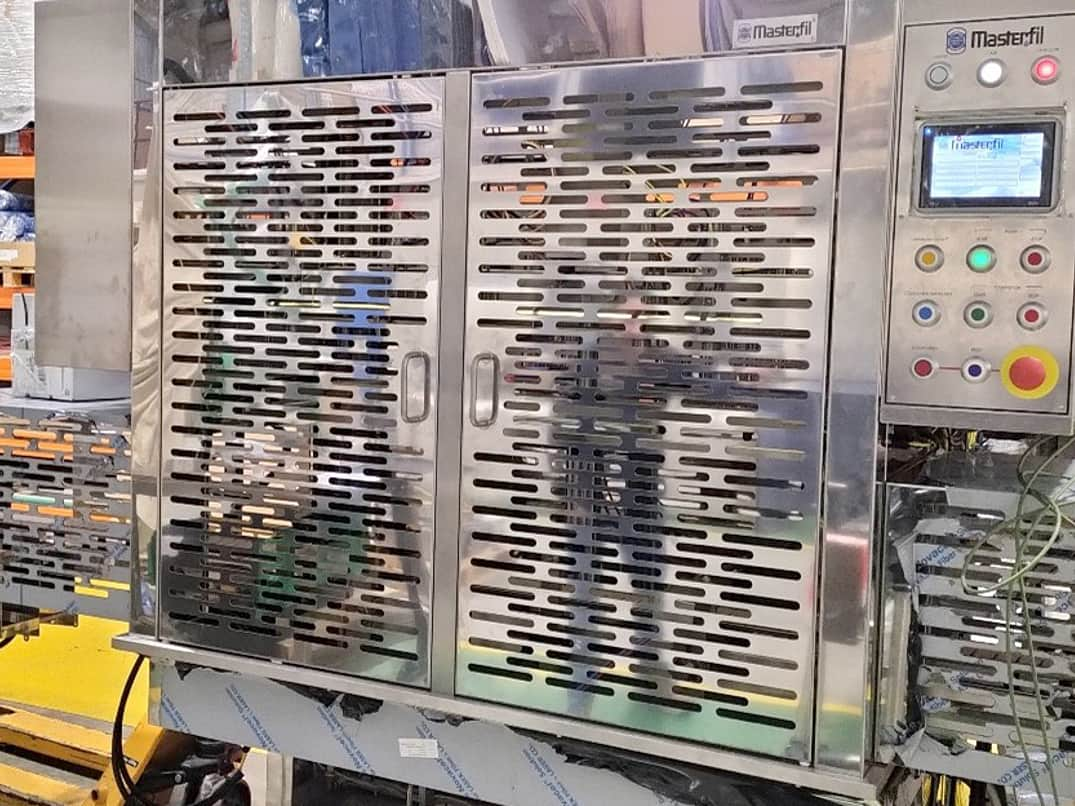
The filling line incorporates an S1200-A Multifil automatic filling machine, alongside a Mastercap automatic screw capper. Avondale also invested in a S5000-S twin-head semi-automatic filling machine with similar hygienic features, providing contingency during planned maintenance and supporting smaller-scale product development projects.
Grill-style, laser-cut stainless steel machine covers were used as an alternative to plastic or glass, which could be damaged by the aggressive cleaning chemicals used in Avondale’s stringent cleaning regime. LED-illuminated lighting built into the filler allows operators to visually oversee the filling process at all times.
All welded product-contact parts were passivated to slow or eliminate corrosion caused by cleaning chemicals containing chlorides reacting with free iron on metal surfaces.
Preventing Contamination and Product Build-Up
Preventing dust or particulates from entering the product was also essential. Conveyor covers were added to prevent objects falling in from above, with angled designs to avoid condensation dripping onto the product.
Product build-up on or within the machinery was avoided entirely through several bespoke adaptations:
- A custom wash-bath for conveyor slats to prevent residue accumulation
- Recessed cylinders to enable thorough cleaning and flushing around piston seals
- Spray balls to fully clean the interior walls of the product tank between production runs
- Nozzle scabbards to clean both the inside and outside of filling nozzles
All cleaning systems connect to a single-point drain manifold, which can be linked either to a CIP return system or directly to a drain.
A Collaborative Clean-In-Place (CIP) Integration
Adelphi Masterfil worked closely with Avondale to ensure seamless integration between the machine’s CIP (clean-in-place) functionality and the site’s SCADA (Supervisory Control and Data Acquisition) system.
This included handshake signals between the filler and SCADA system to control pumps and valves, as well as provide diagnostic feedback. Installation and testing were completed successfully through a combination of on-site engineering and remote access via an EWON COSY Industrial LAN router modem fitted to the filler.
Shared Commitment to Engineering Excellence
Both Adelphi and Avondale share a strong commitment to engineering excellence and hygiene. Adelphi partnered with industry leaders Roxtec to incorporate Roxtec glands and IP66-rated electrical cabinets, exceeding the standard IP30 rating.
An IP66 rating confirms that cabinets are “dust tight” and protected against powerful jets of water - enabling cabling to enter and exit cabinets while withstanding Avondale’s rigorous cleaning processes.
Food-grade pushbuttons, indicators, and selector switches from Schmersal were also installed. These components offer an IP69K protection rating and are designed specifically for hygiene-critical applications.
Dairy-Specific Machine Adaptations
Additional adaptations tailored for the dairy and dairy-alternative industry included:
- 1200ml cylinders instead of standard 1L or 5L cylinders, enabling filling of the common dairy volume of 1136ml (2 pints)
- Visual inspection and swab testing following a CIP test run during the Site Acceptance Test (SAT), to verify cleanliness
Delivering Safe, High-Quality Oat Drink Production
The meticulous prevention of mould and microorganism growth in oat drink and oat latte processing machinery is fundamental to responsible, high-quality production. All modifications implemented collectively support a safe, hygienic, and sustainable manufacturing process.
Avondale Foods can now maintain stringent quality controls, ensuring that every carton or bottle reaching consumers reflects uncompromised safety and quality.
Adelphi is proud to have worked alongside Avondale on this project and looks forward to supporting the team further in the future.


